測定前にゼロ(基準)点確認をしていますか?
測定は様々な要因により誤差が発生します。
正確な測定の為には、できる限り誤差の要因を特定し、それを低減させることが測定において重要となります。この誤差要因の中で比較的簡易に確認可能なものとしてゼロ(基準)点(以下、ゼロ点と称します)のズレがあります。
<ゼロ点のズレについて>
そもそもなぜゼロ点はズレるのでしょうか?
例えば外側マイクロメータの場合、使用中の測定力や姿勢、ゴミの混入でズレることもあれば、経年変化や温度変化でズレることもあります。その為、使用していないからといって、ゼロ点が合っているかという先入観は捨てるべきです。マイクロメータのJIS B 7502:2016にも、「使用前には、使用時の姿勢でゼロ点又は基点を設定し直さなければならない。この基点の設定は、ブロックゲージ又は基点調整用基準棒を使用することが望ましい。」と明記されています。
一般的な計測器はゼロ点がズレると、そのズレ量が直接的に測定値に影響します。
※例:ゼロ点が-0.001mmズレていた場合、5.999mmと測定した数値は実際には6.000mmとなります。ゼロ点のズレが確認できれば、後は計測器を調整するか測定値を補正するかの選択をするだけで、精度の良い測定結果を出すことができます。

- ゼロ点が-0.001mmズレていた場合

- 5.999mmと測定した数値は
実際には6.000mmとなります


測定前のゼロ点確認は測定値の誤差を減らすために重要ですが、先に述べた通り、測定中においても様々な要因によりゼロ点がズレる可能性があるため、測定前後でゼロ点確認することが精度の良い測定をする方法のひとつです。
<ゼロ点のズレの確認方法や調整方法について>
計測器には様々な種類があり、それぞれでゼロ点の確認方法が異なるため、代表例として標準的なタイプの外側マイクロメータについて説明します。
[ゼロ点確認方法]
0mmが測定範囲にあるタイプではアンビルとスピンドルを突き合せた時がゼロ点位置となり、0mmが測定範囲に無いタイプではアンビルとスピンドル間に基準棒を挟んだ時がゼロ点位置となります。
- デジタル製品の場合⇒表示された値を読みます。
- アナログ製品の場合⇒スリーブとシンブルの目盛位置を読みます。これによりゼロ点にズレがないかを確認できます。

デジタル外側マイクロメータの写真
[ゼロ点調整方法]
- デジタル製品の場合、ゼロ点ボタンを押下するとその位置が0mmや基準棒の長さ分の値となります。この値も同様にゼロ点と呼びます。
- アナログ製品の場合、若干のズレであればスリーブにゼロ点調整用のキー穴があるため、専用のキーでスリーブの目盛位置を調整できます。大幅にズレていても、分解清掃などで調整できる場合もあります。
※μm単位の測定に使用されるため、使用上の注意としてゼロ点確認については取扱説明書でも記載されています。
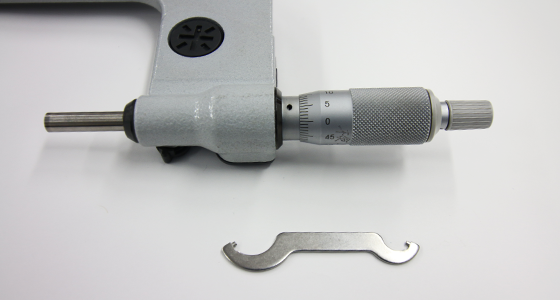
キー穴とキーの写真
<マイクロメータの校正を依頼したらゼロ点は完璧に調整されているの?>
マイクロメータのゼロ点は温度などの環境要因や、測定力や姿勢など、様々な要因によって変動します。つまり、校正時のゼロ点が実際の検査時も同じ箇所を示すとは限りません。その為、当社の通常業務としては、補正のみで校正可能であれば、基本的にはゼロ点調整を実施しておりません。
使用前には、必ずゼロ点確認をしてから測定をしてください!
お問合せ先
- TEL:079-445-7254
FAX:079-445-7378 - お問い合わせフォームはこちら